

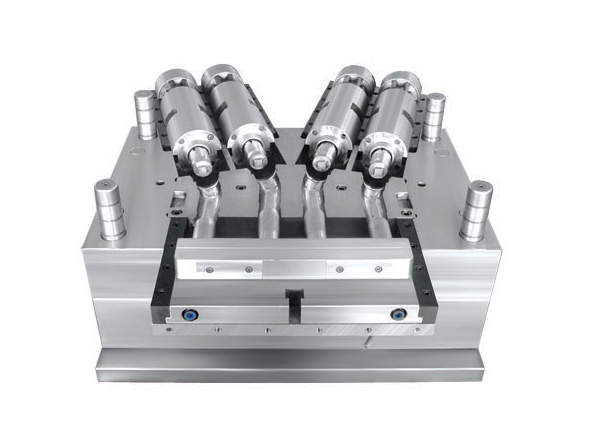
Крок першы: прааналізуйце і прааналізуйце 2D і 3D чарцяжы прадукту і задайце чарнавікФорма для фітынга труб з ПВХ.Змест уключае наступныя аспекты:
1. Геаметрычная форма вырабу.(Трайнік ПВХ труба формы, swrформа для труб)
2. Памеры прадукту, допускі і арыенціры праектавання.
3. Тэхнічныя патрабаванні да прадукту (напрыклад, цвёрдасць, ступень пластыфікацыі і г.д., часам варта ўлічваць магчымасць перапрацоўкі прадукту)
4. Назва, ўсаджванне і колер пластмасы, якая выкарыстоўваецца ў вырабе.(Напрыклад,Форма для фітынга труб з ПВХіUPVC, CPVC трубаправодная формавыкарыстоўваць розныя матэрыялы формы ў дызайне)
5. Патрабаванні да паверхні прадукту.
Крок 2: Вызначце мадэль ін'екцыйнай машыны.
Тэхнічныя характарыстыкі ліццёвай машыны ў асноўным заснаваны на памеры пластыкавага прадукту і вытворчай партыі.Пры выбары машыны для ліцця пад ціскам дызайнер у асноўным улічвае яе хуткасць пластыфікацыі, аб'ём упырску, сілу заціску, эфектыўную плошчу ўсталявальнай формы (адлегласць паміж сцяжкамі ліццёвай машыны), модуль, форму выкіду і даўжыню выкіду.
Калі заказчык прадставіў мадэль або тэхнічныя характарыстыкі выкарыстоўванай ліццёвай машыны, дызайнер павінен праверыць яе параметры.Напрыклад, калі заказчык выбірае ўнутраную адлегласць паміж сцяжкамі машыны для ліцця пад ціскам 680*680 мм, памерФорма для фітынга труб з ПВХне можа перавышаць гэты дыяпазон, у адваротным выпадку замена павінна быць абмеркавана з кліентам.
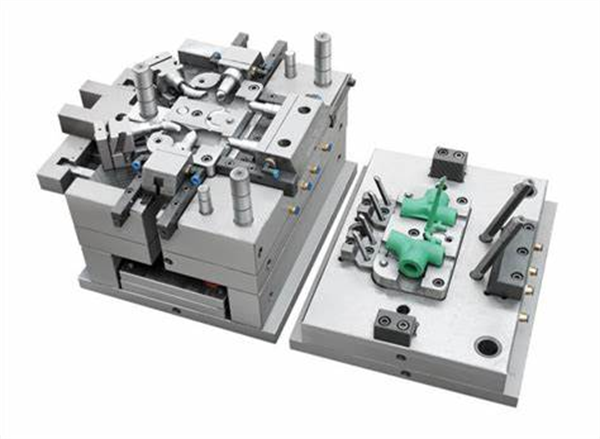
Крок трэці: вызначэнне колькасці паражнінФорма для фітынга труб з ПВХі размяшчэнне паражнін. Вызначэнне колькасці паражнін прэс-формы ў асноўным заснавана на прагназуемай плошчы трубы, геаметрычнай форме (з або без бакавога выцягвання стрыжня), дакладнасці прадукту, памеры партыі і эканамічных выгодах.Колькасць паражнін у асноўным вызначаецца на аснове наступных фактараў:
1. Вытворчая партыя вырабаў (месячная партыя або гадавая серыя).
2. Ці ёсць у прадукту бакавое выцягванне стрыжня і метад яго апрацоўкі.
3. Знешнія памеры формы і эфектыўная плошча формы, усталяванай на ліццёвай машыне (або адлегласць паміж цягавымі штангамі ліццёвай машыны).
4. Маса прадукту і аб'ём упырску ліццёвай машыны.
5. Праектаваная плошча і сіла заціску выраба.
6. Дакладнасць прадукту.
7. Колер прадукту.
8. Эканамічная выгада (вытворчая вартасць кожнага камплекта форм).
Пасля вызначэння колькасці паражнін выконваецца размяшчэнне паражнін і разметка палажэнняў паражнін.Размяшчэнне паражніны ўключае ў сябе памер прэс-формы, канструкцыю лібернай сістэмы, баланс сістэмы лібніка, канструкцыю механізму выцягвання стрыжня (паўзунка), канструкцыю стрыжня ўстаўкі і канструкцыю гарачага канала сістэма.Вышэйзгаданыя праблемы звязаны з выбарам раздзяляльнай паверхні і становішчам засаўкі, таму ў канкрэтным працэсе праектавання неабходныя карэкціроўкіФорма для фітынга труб з ПВХнеабходныя для дасягнення найбольш дасканалага дызайну.
З дапамогай вышэйзгаданых 3 этапаў можна прыблізна разлічыць кошт формы для труб з ПВХ, адпаведны план вытворчасці і доўгатэрміновыя эканамічныя выгады.Для вашага выбару вытворцаў прэс-формаў і наступнага планавання вытворчасці можна зрабіць эфектыўнае планаванне і своечасовыя карэкціроўкі.Longxin Mold факусуюць на распрацоўцы і вытворчасціФормы для труб ПВХ.Калі вы шукаеце надзейнага пастаўшчыка форм для труб, неадкладна звяжыцеся з намі.Прафесійная каманда продажаў Longxin Mold звяжацца з вамі як мага хутчэй.
Час публікацыі: 11 жніўня 2021 г